400D সিলিকন স্টীল দৈর্ঘ্য লাইন কাটা
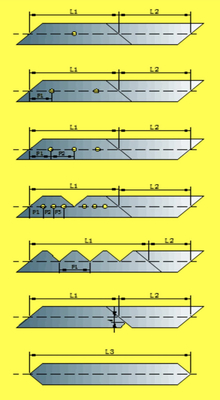
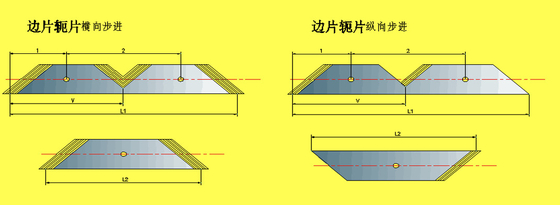
৪০০ ডি সিলিকন স্টীল কাট টু লংথ লাইন দুটি গর্ত ছিদ্র, একটি ভি নোচিং, ফিক্সড ৪৫০ এবং ১৩৫০ কাটিং এর সংমিশ্রণে ভিত্তি করে।যা যন্ত্রের দক্ষতা বৃদ্ধি করে এবং একই সাথে পণ্যটির নির্ভুলতা নিশ্চিত করেএটি ট্রান্সফরমার ল্যামিনেশন কোরগুলির সাইড শীট, ইয়োক শীট এবং কেন্দ্রীয় কলাম শীট, ডান কোণ শীটকে নিরাপদ, দক্ষ এবং নির্ভুল উপায়ে কাটাতে পারে।এই সরঞ্জাম ডিজাইন করা হয় এবং পূর্ণ servo ড্রাইভ দিয়ে সজ্জিত করা হয়, পিএলসি কন্ট্রোল, মোশন কন্ট্রোল সিস্টেম, ইংরেজি অপারেশন ইন্টারফেস, এবং রঙিন টাচ স্ক্রিন, এটি বুঝতে এবং পরিচালনা করা সহজ করে তোলে।
1.প্রধান প্রযুক্তিগত পরামিতি
■ কাঁচামালের প্রয়োজন
1) প্রস্থের অসহিষ্ণুতাঃ ±0.1 মিমি
2) বুরঃ ≤0.02 মিমি
3) এস সহনশীলতাঃ ≤0.2mm একক দিক 2000mm মধ্যে
4) তরঙ্গ সহনশীলতাঃ আংশিক তরঙ্গ উচ্চতা ≤1 মিমি
5) কোন rusty দাগ, বেধ সহনশীলতাঃ ≤0.02mm
■ কাঁচামালের স্পেসিফিকেশন
1) প্রযোজ্য উপাদানঃ সিআরজিও রোলস
2) উপাদান বেধঃ 0.18-0.35mm
3) উপাদান প্রস্থঃ 40-400mm
4) কয়েল আইডিঃ 500 মিমি
5) কয়েল ও.ডি.: 1200MM
6) কয়েল ওজনঃ 2T
■ সমাপ্ত পণ্যের তথ্য
1) আকারের দৈর্ঘ্যঃ 350 ~ 2500 মিমি
2) ডিজাইনিং টোলারেন্সঃ ±0.20mm/2m অভিন্ন গতিতে
3) কাটার কোণের নির্ভুলতাঃ ±0.025°
4) কাটার বোরঃ ≤0.02 মিমি
5) প্যান্সিং এবং ভি-নটিং বুরঃ ≤0.02 মিমি
2.মেশিনের নির্মাণ
■ ডাবল হেড হাইড্রোলিক ডিকোলার+লোডিং ট্রলি
1) কয়েল আইডিঃ 500 মিমি
2) কয়েল ম্যাক্স ও.ডি.: 1200mm
3) সর্বোচ্চ একক কয়েল ওজনঃ 2T
4) Decoiler synchronous stepless খাওয়ানো, স্বয়ংক্রিয় টেনশন এবং আলগা গ্রহণ করে।
5) কাজের বায়ু চাপঃ 0.8Mpa
■ বাফার ডিভাইস
1) একটি অ-গর্ত খাওয়ানোর বাফার ডিভাইস গ্রহণ করুন, যা কমন প্লেট, রেজিং সিস্টেম এবং সনাক্তকরণ সুইচ নিয়ে গঠিত।
2) সনাক্তকরণ সুইচ বাফার বোর্ডে ইনস্টল করা হয়, CRGO স্ট্রিপ অবস্থান পরিবর্তন ট্রিগার সনাক্তকরণ সুইচ decoiler খাওয়ানো নিয়ন্ত্রণ করার জন্য সংকেত পাঠাতে।নিম্ন সীমা স্টপ, স্বাভাবিক, ত্বরণ এবং বিলম্ব নিয়ন্ত্রণ।
■ ফিডার মেশিন
1) রোলার কাঠামো।
2) এটি দৈর্ঘ্য পরিমাপ রোলার, সার্ভো মোটর, সিঙ্ক্রোনিক বেল্ট চাকা গতি হ্রাস ডিভাইস, বেস, ইত্যাদি গঠিত।
3) দৈর্ঘ্য পিনচ রোলারঃ 2nos, নিম্ন রোলারটি খাদ ইস্পাত Gcr15 থেকে তৈরি, টেম্পারিং, quenching, পোলিশ করার পরে, এবং উপরের রোলার সিলিন্ডারিকালটি পলিউরেথেন দিয়ে আচ্ছাদিত।
৪) নিয়ন্ত্রণঃ সার্ভো মোটর ড্রাইভ দ্বারা।
5) খাওয়ানোর গতিঃ 0-240m/min. (যখন উপাদান প্রস্থ মিনি বা সর্বোচ্চ কাছাকাছি, তারপর খাওয়ানোর গতি হ্রাস)
■ O পাঞ্চিং এবং ভি নটচিং
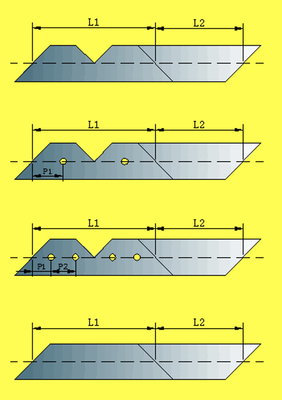
1) O punching machine ): উচ্চ দক্ষতা এবং কম শব্দ, O punching করতে crankshaft উপরের ডাই উপর সোজা লিগ সঙ্গে servo মোটর দ্বারা চালিত।গর্ত punching বৈদ্যুতিকভাবে এসি servo মোটর দ্বারা চালিত হয় এবং এনকোডার কম গোলমাল সঙ্গে খুব দ্রুত punching নিশ্চিত করতে পারেন.
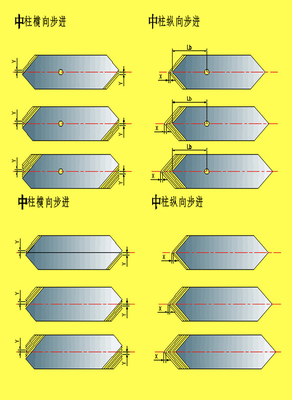
২) ভি নট মেশিনঃ উচ্চ দক্ষতা এবং কম গোলমালের সাথে ভি নট করার জন্য ক্র্যাঙ্কশ্যাফ্টের উপরের ডাইতে হ্রাসকারী সহ সার্ভো মোটর দ্বারা চালিত।V notching ইউনিট জোয়াল এবং কেন্দ্রীয় কোর পা শীট মধ্যে V notch punching জন্য ব্যবহার করা হয়. স্ট্যান্ডার্ড ওভারল্যাপ কোরগুলির জন্য ভি নোচটি প্রয়োজনীয় প্রোগ্রাম অনুযায়ী অবস্থিত। স্টেপল্যাপ ফাংশন অর্জনের জন্য ভি নোচিং মেশিনে স্বয়ংক্রিয়ভাবে প্রস্থ সামঞ্জস্যযোগ্য মোটর রয়েছে।
3) O punching এবং V notching dies hard alloy cutting tools use, each grinding can use for O punching not less than 0.2million and for V notching not less than 1million times. O punching and V notching dies use hard alloy cutting tools, each grinding can use for O punching not less than 0.2million and for V notching not less than 1million times.
■ শিয়ারিং মেশিন
1) কাঁচি ম্যাক প্রধানত 45 ° এবং 135 ° স্থির কাঁচি কাটার গঠিত।
2) পাশের শীট, ইয়র্ক এবং কলাম, ডান কোণ, অর্ধেক ডান অর্ধেক বেভাল কোণ, ইত্যাদি কাটা হবে
3) এটি সার্ভো মোটর ড্রাইভ, উচ্চ দক্ষতা এবং কম শব্দ গ্রহণ করে।
4) শক্ত খাদ উপাদান ব্যবহার করে কাটার, প্রতিটি গ্রিলিং অন্তত 1 মিলিয়ন বার ব্যবহার করতে পারেন।
■ সেন্টার পজিশনিং ওয়াইড রেজল্যুশন মেকানিজম
1) পুরো লাইনের জন্য কেন্দ্রে অবস্থিত প্রস্থ সমন্বয় প্রক্রিয়া গৃহীত হয়, বিভিন্ন শীট প্রস্থের সাথে খাপ খাইয়ে নিতে, দিক নিয়ন্ত্রণের জন্য রৈখিক গাইড রেল ব্যবহার করা হয়,বল স্ক্রু ড্রাইভ ট্রান্সমিশনের জন্য ব্যবহৃত হয়, পুরো লাইনের প্রস্থ সামঞ্জস্যের প্রক্রিয়াটি একটি লিঙ্কিং, অবস্থানটি এনকোডার দ্বারা সনাক্ত করা হয় এবং অবস্থান সূচক দ্বারা প্রদর্শিত হয়।
■ ডাইভার্টিং ইউনিট
1) একতরফা অবস্থান, ট্রান্সমিশন বেল্ট ধাপে ধাপে গতি নিয়ন্ত্রণ, মসৃণভাবে ডাইভার্ট।
■ অটোমেটিক সাকশন টাইপ স্ট্যাকিং ইউনিট
1) এটি চৌম্বকীয় দ্বারা আপ-ডাউন পৃথকীকরণ পদ্ধতি গ্রহণ করে, শীট কাটা পরে, সেন্সর মাধ্যমে servo মোটর দ্বারা চালিত, তারপর conveyor বেল্ট বন্ধ, এবং উপরে সিলিন্ডার sucker দ্বারা শীট আপ স্তন্যপান,তারপর সার্ভো মোটর দ্বারা আপ-ডাউন আন্দোলন এবং স্ট্যাকিং.
2) বৈধ উত্তোলন স্ট্রোকঃ 320mm
3) সর্বাধিক স্ট্যাকিং শীট দৈর্ঘ্যঃ 2500mm
■ নিউম্যাটিক সিস্টেম
বায়ুসংক্রান্ত সিস্টেম Airtac ভালভ তাইওয়ান নিয়ন্ত্রণ সিস্টেম গ্রহণ করে। নির্মাণ কম্প্যাক্ট, সংযোগ সুবিধাজনক, বাস সংযোগ গৃহীত হয়।
■ ইলেকট্রিক কন্ট্রোল সিস্টেম এবং ওয়ার্ক স্টেশন
1) ড্রাইভ মোটরঃ ডেল্টা সার্ভো মোটর
2) পিএলসি সমস্ত লজিক কন্ট্রোলঃ ডেল্টা মোটর কন্ট্রোল সিস্টেম (মোশন কন্ট্রোল সিস্টেম)
3কনফিগারেশন তালিকা
| না, না। |
পয়েন্ট |
ব্র্যান্ড |
| 1 |
লেয়ারিং |
এইচআরবি |
| 2 |
কাটার কাটার |
ডায়মন্ড |
| 3 |
V নটিং ডাই
O পাঞ্চিং ডাই
|
ডায়মন্ড |
| 4 |
সার্ভো মোটর |
ডেল্টা |
| 5 |
সার্ভো কন্ট্রোল সিস্টেম |
ডেল্টা |
| 6 |
হিউম্যান-কম্পিউটার ইন্টারফেস |
ডেল্টা |
| 7 |
লিনিয়ার গাইড |
ল্যাপিং |
| 8 |
বল স্ক্রু |
ল্যাপিং |
| 9 |
এয়ার সিলিন্ডার |
এয়ারট্যাক |
| 10 |
এনকোডার |
ডেল্টা |
| 10 |
সান্নিধ্য স্যুইচ |
ডেল্টা |
| 11 |
এলভি যন্ত্রপাতি |
CHINT |
| 12 |
এয়ার কন্ডিশনার |
লেইবো |
| না, না। |
পয়েন্ট |
√ √ √ √ |
| 1 |
উচ্চ চাপের তৈলাক্তকরণ পিস্তল |
১ জোড়া |
| 2 |
গ্রীস বন্দুক |
১ জোড়া |
| 3 |
২৪-২৭ ওপেন এন্ড চাবি |
১ জোড়া |
| 4 |
18-21 ওপেন এন্ড চাবি |
১ জোড়া |
| 5 |
17-19 ওপেন এন্ড ফ্রেঞ্চ |
১ জোড়া |
| 6 |
সোজা স্ক্রু ড্রাইভার |
১ জোড়া |
| 7 |
ক্রস স্ক্রু ড্রাইভার |
১ জোড়া |
| 8 |
অ্যালান উইঞ্চ |
১টি সেট |
| 9 |
৪৫০-লিটার সিঙ্ক্রোনস বেল্ট |
৫ নং |
| 10 |
750H সিঙ্ক্রোনস বেল্ট |
৫ নং |
| 11 |
445H সিঙ্ক্রোনিক বেল্ট |
৫ নং |
| 12 |
230H সিঙ্ক্রোনিক বেল্ট |
৫ নং |
| 13 |
ফটো ইলেকট্রিক সান্নিধ্য সুইচ |
৫ নং |
| 14 |
বায়ু সিলিন্ডার TDA20*10 |
২ নং |
| 15 |
চৌম্বকীয় ভালভ DC24V 4.8W |
২ নং |
| 16 |
এয়ার সোর্স প্রসেসর এসি ২০১০-০২ |
১ নং |
| 17 |
গাইড লেয়ার 6000Z |
৩০ নং |
| 18 |
গাইড লেয়ার 606ZZ |
৩০ নং |
| 19 |
LugsΦ70*20 |
২ নং |
| 20 |
লগ Φ47*17 |
২ নং |
| 21 |
বেল্ট ২*২৫*২৫০০ |
৫ নং |
| 22 |
বেল্ট ২*৮০*৬৬৮০ |
৫ নং |
| 23 |
বেল্ট ২*৮০*৬৯০০ |
৫ নং |

 আপনার বার্তাটি 20-3,000 টির মধ্যে হতে হবে!
আপনার বার্তাটি 20-3,000 টির মধ্যে হতে হবে!